Using Mechanical Properties When Selecting 3D Printed Materials
January 29, 2024
Choosing the right material for your 3D Printing application is a critical aspect of effective design, especially when 3D printing. Navigating through material data sheets, often laden with technical details, might seem daunting. However, knowledge of just a few key mechanical properties can significantly contribute to the success of your 3D-printed parts.
Although armed with this information, making a decision on which material best suits your requirements may still be difficult, our team of experts will be happy to discuss your needs and make a suitable material recommendation.
At the end of this post, we also discuss how Formero uses tensile testing to monitor the consistency of our printed SLS and MJF parts.
The Stress-Strain Curve of 3D Prints

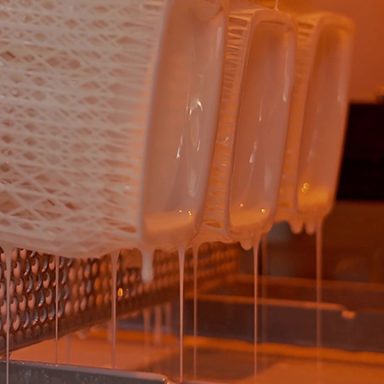
The stress-strain curve materialises through a tensile test, as depicted above. In this standardised test, a sample of the material, referred to as the test specimen, is secured at both ends in a machine that steadily pulls it apart, exerting increasing force. The specimen stretches until failure, capturing the relationship between stress and strain in a graph (shown below).
Strain quantifies the material’s stretch relative to its original length and is expressed as a percentage. The point at which the specimen breaks provides the “elongation at break” or “per cent elongation” recorded on the spec sheet—a valuable indicator of the material’s ductility. A lower per cent elongation signifies greater brittleness.
Stress gauges the internal forces experienced by the material. The higher the applied force, the greater the material stress required to counteract it. From this, we derive another crucial material property: tensile strength, measuring a material’s ability to withstand a constant force.
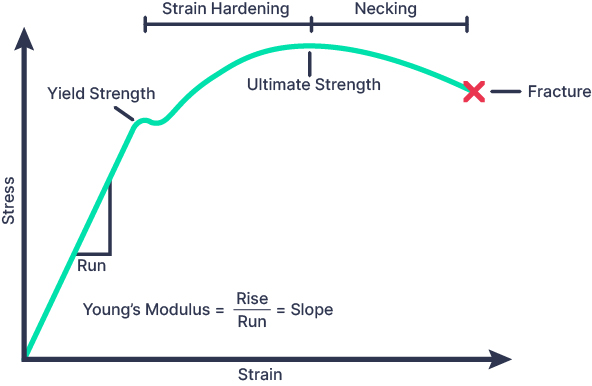
The stress-strain curve itself follows a predictable pattern. Initially, there’s a linear, non-permanent stretching phase resembling an elastic band. Releasing the force within this linear region allows the specimen to revert to its original shape—termed elastic deformation. Beyond this elastic region is the yield point, marking the transition to a nonlinear graph where stretching persists even if the force is released. This portion is the plastic region, characterised by plastic deformation. In the plastic region, stress ascends to the ultimate tensile strength (UTS). Past UTS, stress diminishes as the material’s internal structure fails, leading to stretching until eventual failure.
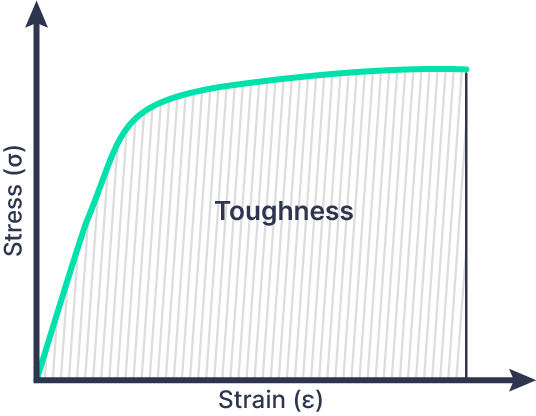
This structural pattern in the stress-strain curve yields additional properties found on material spec sheets. The slope of the elastic region, known as “Young’s Modulus” or “modulus of elasticity,” denotes material stiffness. A higher Young’s Modulus signifies a stiffer material. Yield strength reflects a material’s resistance to plastic deformation, while ultimate tensile strength indicates the maximum stress the material can withstand. Additionally, toughness, representing a material’s ability to absorb energy through deformation, is depicted on spec sheets as “Impact strength,” or “izod impact,” manifested as the area under the stress-strain curve.
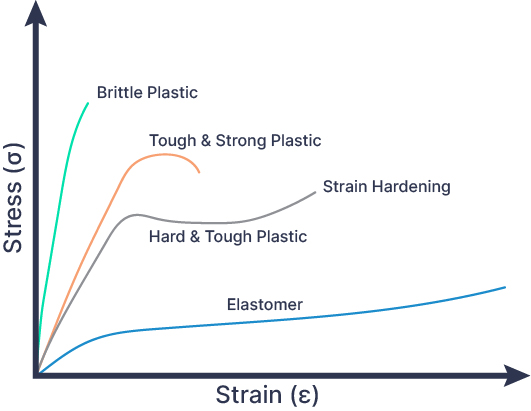
In the diagram below, four curves depict various plastics, showcasing a clear trend of increasing stiffness and strength from right to left, with a simultaneous rise in ductility from left to right. Notably, the grey line signifies the plastic with the highest toughness, while the orange or blue plastics rank as the second toughest, and the green plastic exhibits the least toughness. These insights can be found in the material spec sheets by examining values for tensile strength, elongation at break, Young’s Modulus, and impact toughness.
Using this information should help you make an educated decision when choosing the right material for your next 3D Printed Prototype. However, our expert team is always a phone call or email away to help. Contact us today to help with your next project.
Formero: Committed to the highest quality in 3D Printing
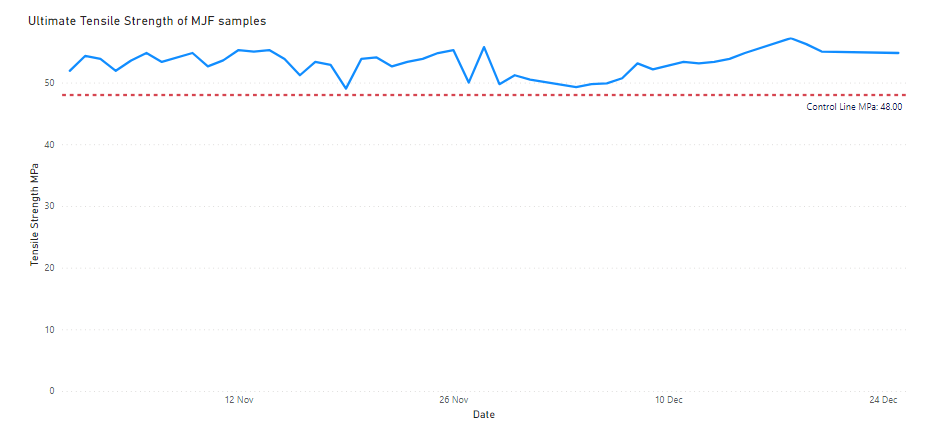
Formero is committed to ensuring the highest quality in 3D printing through a detailed testing approach. In each 3D build, covering both Multi Jet Fusion (MJF) and Selective Laser Sintering (SLS) processes, we include control samples for tensile testing. This practice serves as a crucial benchmark for verifying the strength and consistency of each build. By subjecting these samples to tensile tests, we prioritise maintaining the integrity and quality of our prints. This commitment to precision and thorough quality control distinguishes Formero, underlining our dedication to delivering reliable 3D-printed components to meet the diverse needs of our clients.
In the below chart, you can see the result from our in-house tensile testing of MJF control samples during November and December 2023. Although each sample experiences slightly different results, our results are always above our Control Line of 48 MPa.
Our clients can rest assured knowing that when they choose Formero for their 3D Printing needs, they are receiving the highest quality parts every time.